Diverter valves route bulk materials from one line to another by switching the material stream between outlets. They are essential in bulk material handling systems where controlled routing is required for bin selection, process line selection, or load-out destinations.
Key Features & Benefits
Repeatable routing
with reduced spillage at switching points.
Automation-ready
for fast, controlled destination changes.
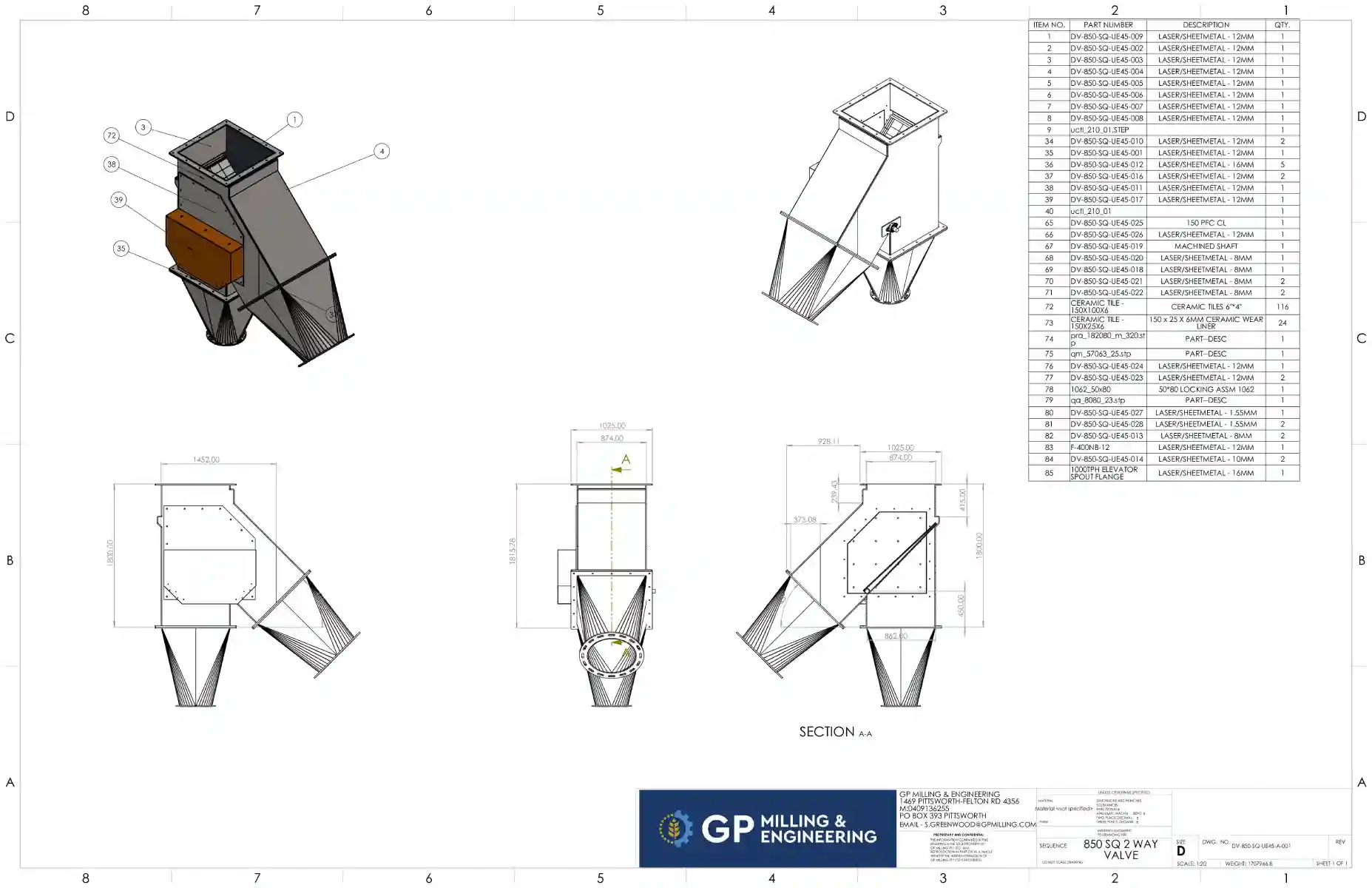
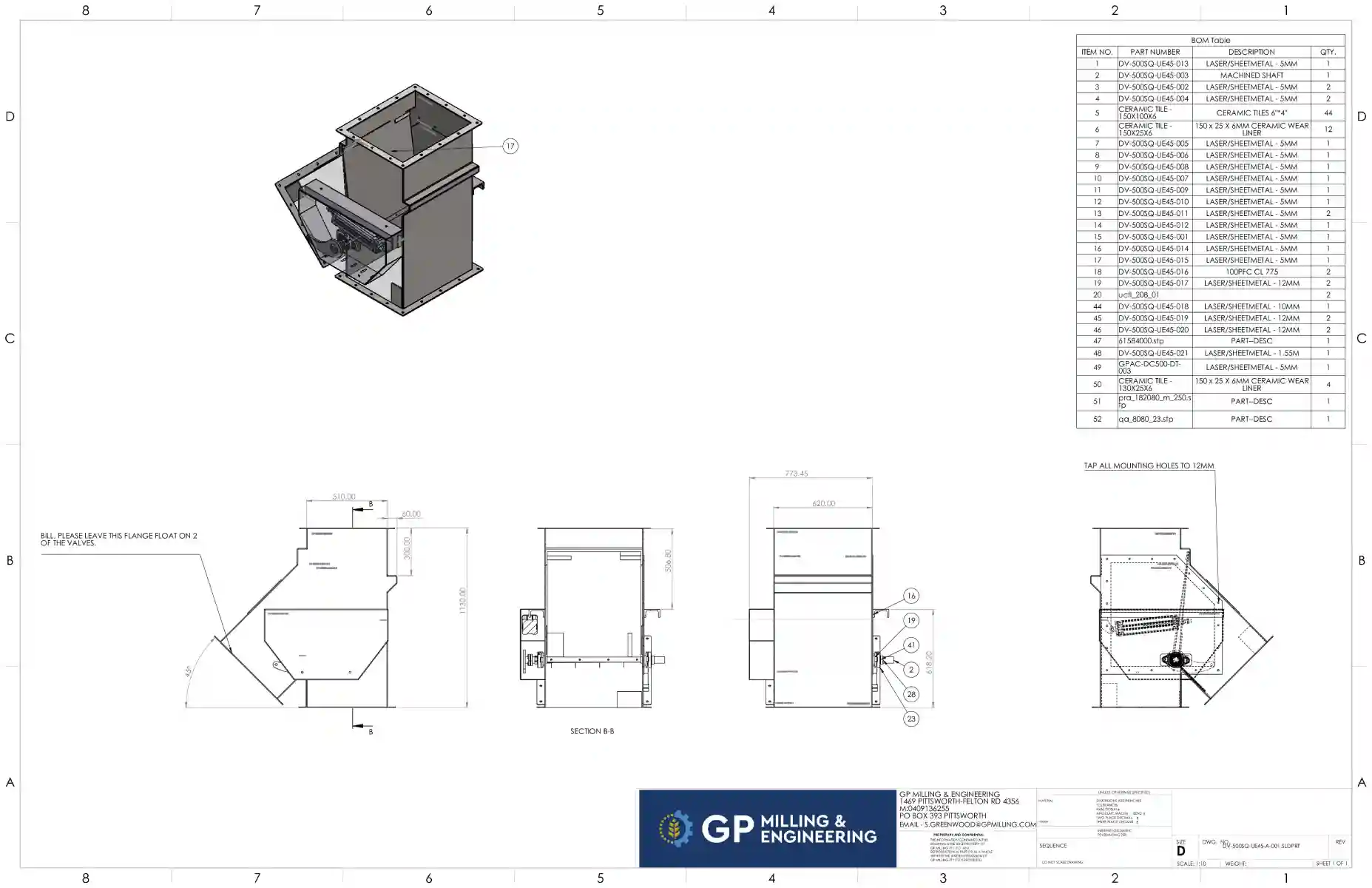
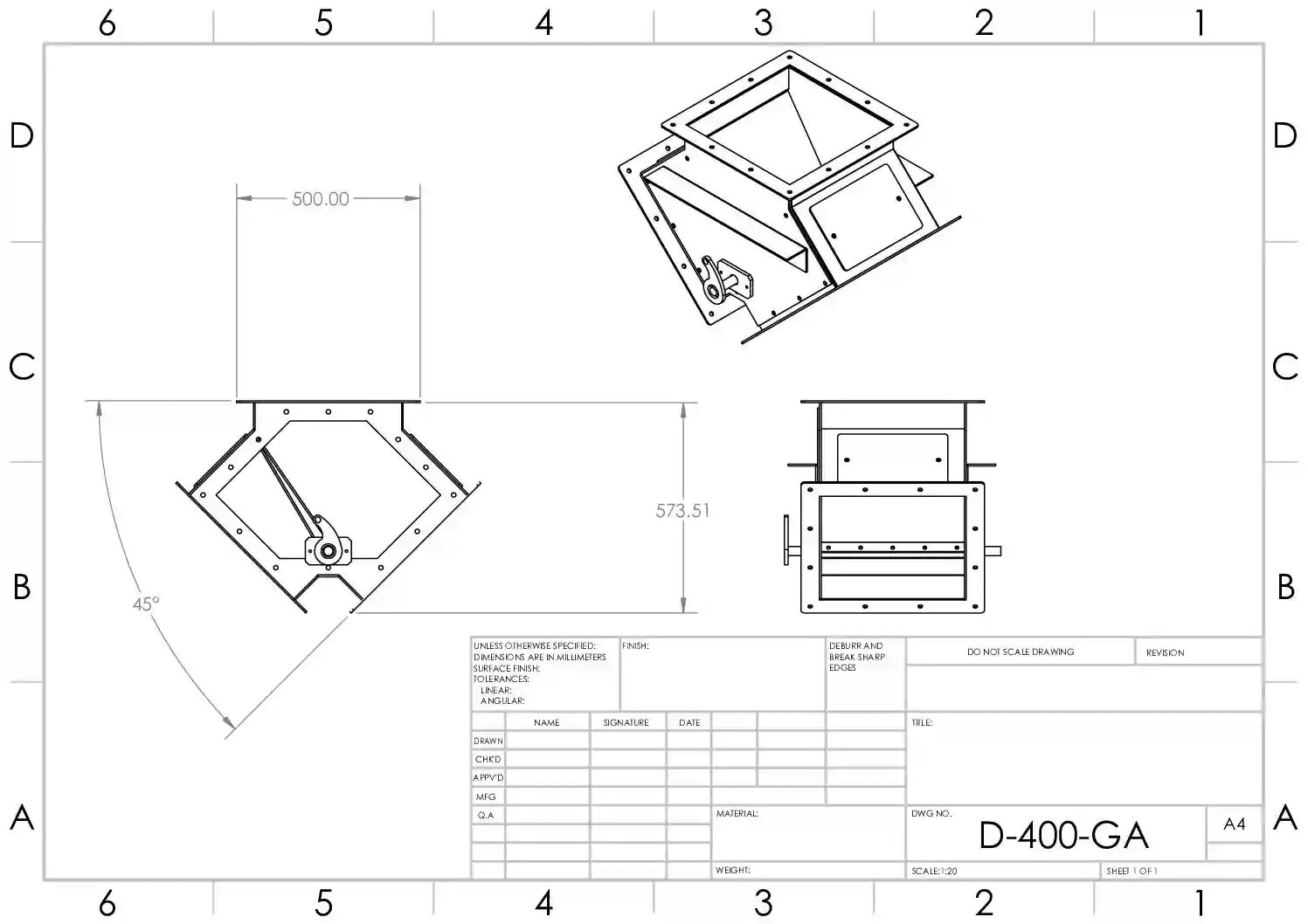
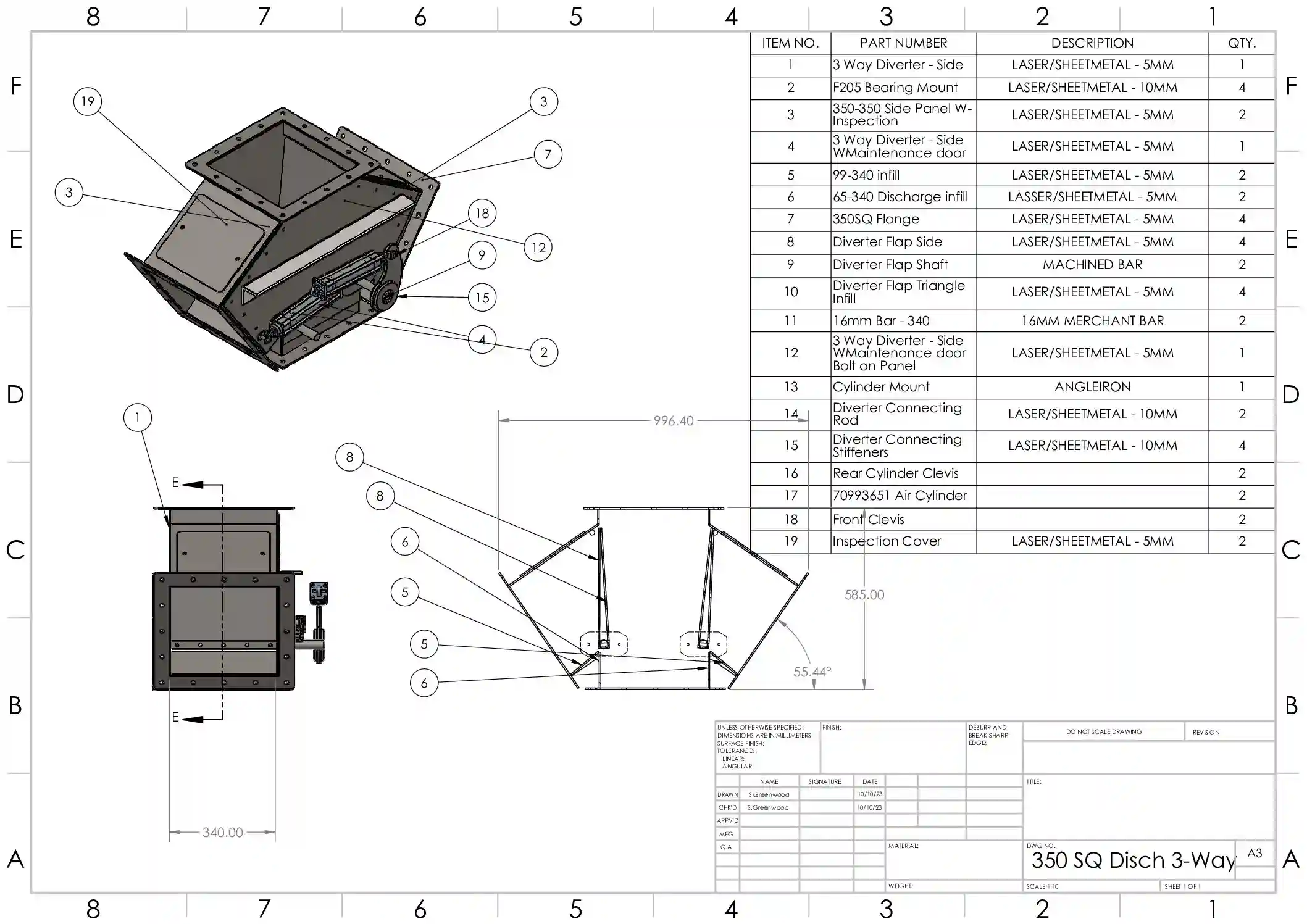
Multiple configurations
(2-way, 3-way, heavy-duty) to suit layouts.
Sealing options
to reduce cross-contamination where needed.
Capacity & Performance
Typical capacities range around 30–600 TPH depending on inlet/outlet size and product characteristics. Performance depends on product flowability, valve geometry, actuation speed, and sealing requirements for the process.
Available Sizes & Configurations
Select the optimal model capacity for your operational needs.