Tube Conveyors
- Home
- Equipment We Manufacture
- Tube Conveyors
Overview Description
Tube conveyors are enclosed conveying systems that move bulk material through a sealed tube to reduce dust and protect product integrity. They are used in bulk material handling systems where cleanliness, containment, and controlled transfer points are priorities.
Key Features & Benefits
- Enclosed conveying helps reduce dust and environmental contamination.
- Cleaner transfer points improve housekeeping and safety.
- Product protection through contained routing and reduced external exposure.
- Flexible routing for connecting storage, receiving, and processing areas.
Capacity & Performance
Typical capacities range around 20–250 TPH depending on tube diameter, conveyor design, length, and material bulk density. Performance is influenced by routing complexity, required elevation changes, and the material’s flow properties.
Available Sizes & Configurations
Select the optimal model capacity for your operational needs.
| Model / Size | Capacity Range (TPH) | Typical Applications |
|---|---|---|
| TV200 | 120 | LOWER CAPACITY FOR LIGHTER APPLICATIONS, TYPICALLY MILLING/SCREENING PLANTS |
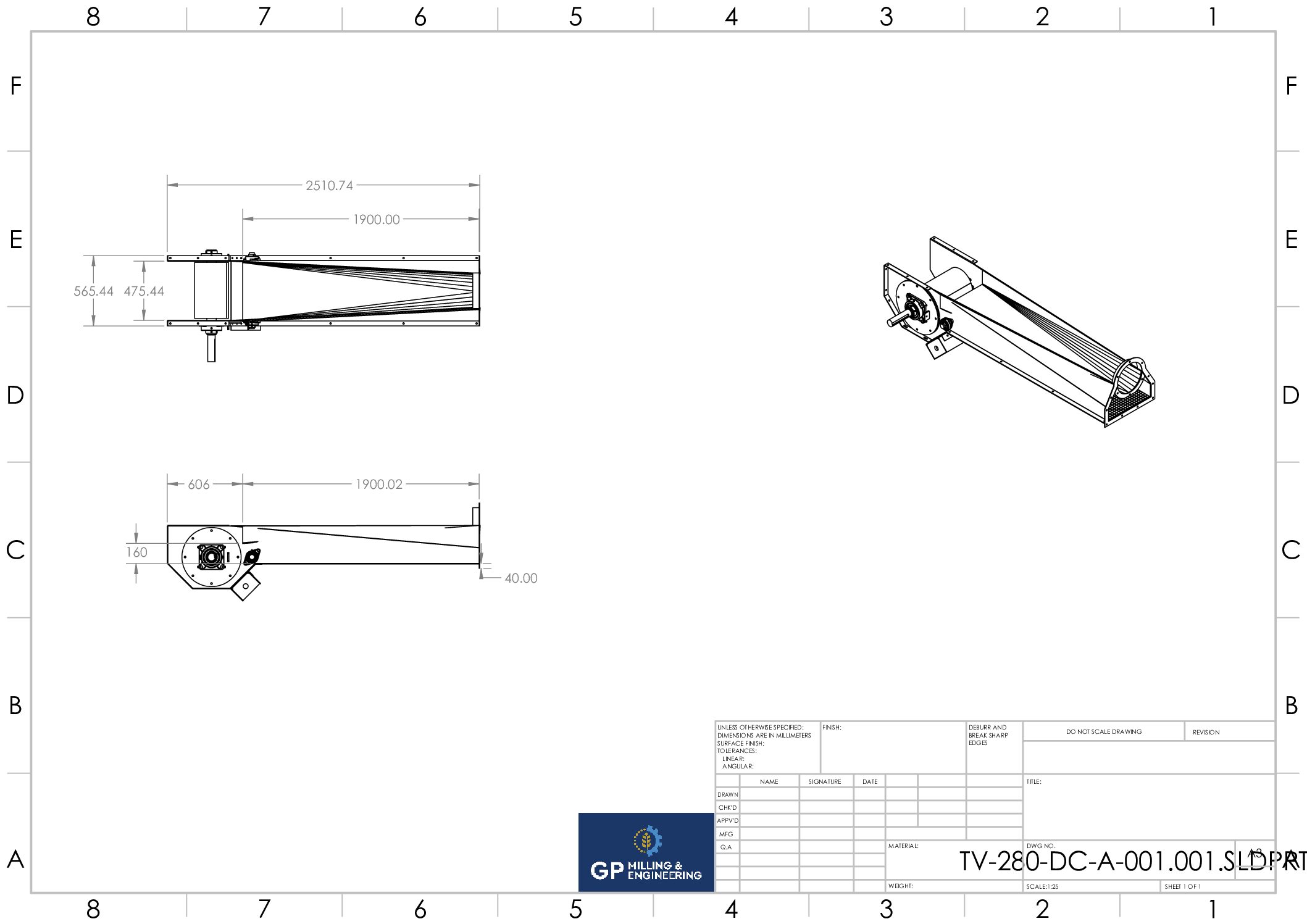
| TV-280 | 200 | MEDIUM CAPACITY TO SUIT RECLAIM SYSTEMS LIMITED TO DOWNSTREAM CAPACITY |
| TV-350 | 250 | HIGHER CAPACITY TO SUIT LARGER RECLAIM SYSTEMS |
{kind=link}
{kind=link}
{kind=link}
Contact Us Today
Need more information for industrial equipment manufacturer and service handling solution